
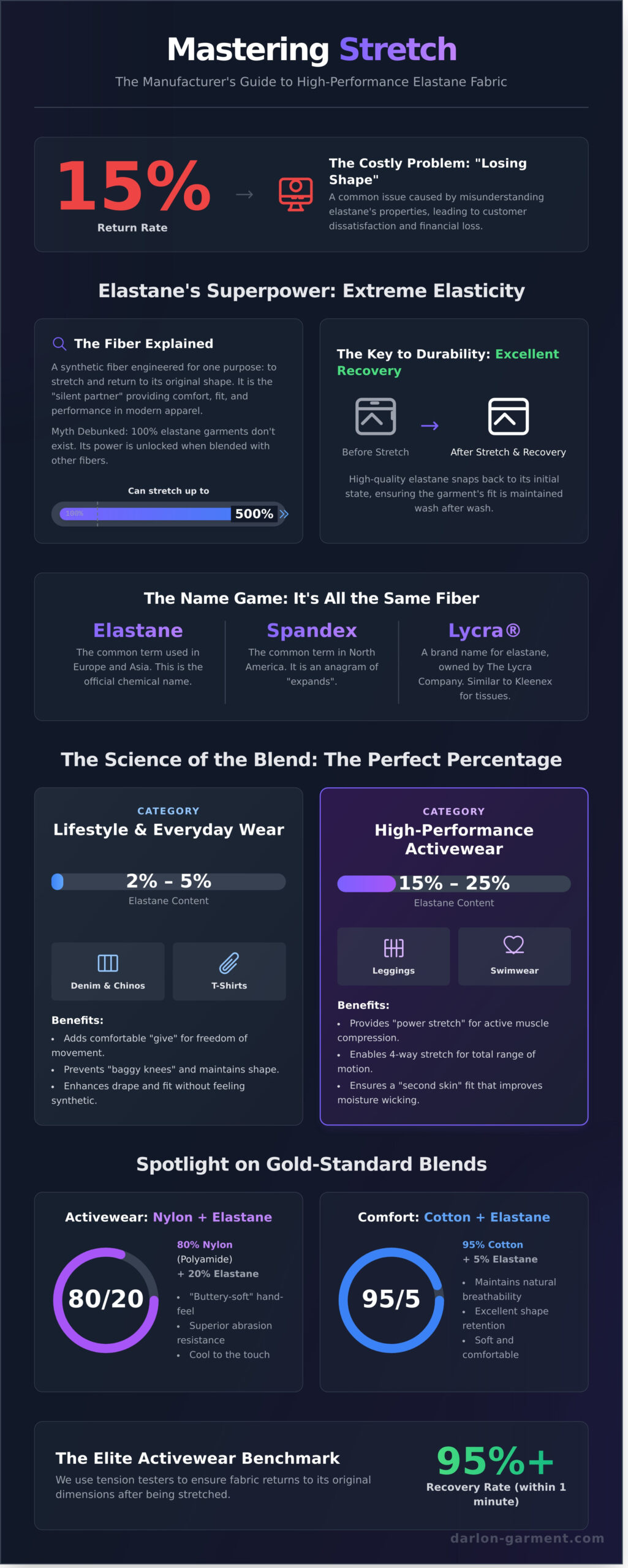
Just last week, a new partner came to me with a familiar problem: their best-selling leggings were being returned at a 15% rate for “losing shape” after only a few washes. It’s a costly issue that I see all the time, and it almost always comes down to a misunderstanding of how to properly specify and manufacture with elastane fabric. The difference between a garment that holds its form for years and one that fails after three cycles is decided right here on the factory floor, long before a customer ever tries it on.
That’s why I’m taking you behind the scenes at Dar Lon Garment. I’ll give you the exact framework we’ve refined since 2008 to help brands master stretch, from demystifying the terminology of Spandex and Lycra to vetting a supplier’s quality control. We’ll cover how to specify the right blend percentages for your collection and explore the innovative, sustainable stretch materials set to define the market in 2026.
Key Takeaways
- I’ll show you why I consider elastane the “silent partner” in modern apparel and how to leverage its properties for a superior fit.
- Learn my “2% to 5% Rule” for blending elastane fabric to achieve the perfect stretch for lifestyle wear without overpowering the base material.
- Discover the specific sewing techniques I use to overcome common manufacturing issues like “grinning” and fabric slippage.
- Get my perspective on the sustainability debate to help you make more informed decisions about your brand’s material strategy.
What is Elastane Fabric? My Perspective from the Factory Floor
From my position overseeing production lines that churn out over 3.6 million garments annually, I’ve come to see elastane as the silent partner in modern apparel. It’s the invisible force that provides comfort, fit, and performance. Technically, it’s a synthetic polyether-polyurea copolymer, but that’s a mouthful. What it really means is that we have a fiber engineered for one primary purpose: extreme elasticity. It’s the secret ingredient that gives your favorite jeans their give and your workout leggings their supportive hug.
The physical properties are, frankly, remarkable. A single elastane fiber can stretch up to 500% of its original length without breaking and, more importantly, snap back to its initial state immediately. This is called “recovery,” and it’s the quality that separates high-performance textiles from cheap alternatives. Without excellent recovery, a garment stretches out and stays stretched out. With it, the fit is maintained wash after wash, wear after wear.
This leads to a common myth I often have to debunk for new clients: the “100% elastane” garment. These simply don’t exist in the commercial market, and for good reason. A garment made entirely of elastane would feel like a thick rubber band. It would be restrictive, non-breathable, and uncomfortable. Instead, the true power of this fiber is unlocked when it’s blended. Even a small 2-5% elastane content can transform a rigid cotton or polyester into a comfortable, form-fitting textile. For high-performance activewear, we might push that blend to 20-25%, but it’s always a supporting player, never the star of the show.
The Name Game: Elastane vs. Spandex vs. Lycra
The most frequent point of confusion is the name. Let me clear this up: they are all the same thing. The difference is purely regional and commercial. “Spandex” is the common term in North America (it’s an anagram of “expands”). “Elastane” is used throughout Europe and Asia, including here in our Vietnamese facilities. This often causes confusion, but the core chemistry for What is Elastane Fabric remains identical. And Lycra? That’s simply the most recognized brand name for elastane, owned by The Lycra Company. Think of it like Kleenex for tissues or Hoover for vacuum cleaners.
Why I Use Elastane in Almost Every Sportswear Project
For sportswear, a quality elastane fabric isn’t a luxury; it’s a non-negotiable technical requirement. Its role goes far beyond simple stretch. We engineer our blends to achieve what I call “power stretch”-a specific level of resistance and recovery that provides active muscle compression. This support can help reduce muscle fatigue and improve performance. It’s also the only effective solution to the dreaded “baggy knee” syndrome in leggings and joggers. The fiber’s instant recovery ensures the garment retains its shape, even after hundreds of squats and lunges. Finally, when blended with moisture-wicking synthetics like polyester, elastane allows the fabric to maintain skin contact, which dramatically improves the textile’s ability to pull sweat away from the body.
The Science of the Blend: How I Calculate the Perfect Stretch
Creating the perfect stretch fabric is a precise science, not a guessing game. Before I even consider adding a single elastane fiber, I analyze the base material. The primary fiber-be it cotton, polyester, or nylon-is the soul of the fabric. It dictates the garment’s fundamental characteristics: its breathability, its moisture-wicking capability, and its texture. My job is to introduce elastane as a strategic partner, enhancing the base fiber’s properties without overpowering them.
For most everyday apparel, I operate by the 2% to 5% rule. This is the “sweet spot” for garments like denim, chinos, and premium t-shirts. At 2%, a pair of jeans gains just enough give to move with the wearer, preventing knee-bagging and ensuring a consistent fit after hours of wear. Pushing it to 5% in a cotton t-shirt adds a comfortable, body-hugging drape and superior shape retention through dozens of wash cycles. Any more than that, and the fabric starts to lose its natural character.
High-performance activewear is a completely different calculation. Here, the elastane content is deliberately increased to between 15% and 25%. This high concentration is essential for applications like compression leggings and swimwear, where four-way stretch and significant muscle support are non-negotiable. The goal isn’t just comfort; it’s about creating an elastane fabric that functions as a second skin, enhancing athletic performance. In my lab, a key metric we measure is “recovery.” We use tension testing machines to stretch a fabric sample to a specific point-say, 50% of its maximum-and measure the speed and completeness of its return to its original dimensions. A recovery rate of 95% or higher within one minute is our benchmark for elite activewear.
This is the level of technical precision that allows leading performance apparel companies like 2XU to create their signature compression tights, which are a prime example of engineering fabric for athletic benefit.
Elastane and Polyamide (Nylon): The Activewear Gold Standard
For high-end leggings and yoga wear, my go-to blend is an 80/20 or 75/25 nylon-to-elastane ratio. Nylon (polyamide) provides a superior “hand-feel” that brands describe as “buttery-soft” and cool to the touch. More importantly, its long-chain polymer structure gives it exceptional abrasion resistance. Lab tests show our nylon blends withstand up to 30% more pilling and friction damage than equivalent polyester blends, ensuring a longer garment lifespan.
Elastane and Natural Fibers: Comfort Meets Performance
Blending elastane with natural fibers like cotton or merino wool brings everyday comfort into the performance sphere. A 95% cotton and 5% elastane blend creates the ideal breathable t-shirt that never loses its shape. For more technical applications, I work with innovations like Nuyarn, a technology that drafts merino wool fibers around a high-performance elastane core. This creates a fabric with the natural thermoregulation of wool but with the mechanical stretch of a synthetic. Perfecting these blends requires expertise, as natural fibers need precise heat-setting protocols to stabilize the elastane. Getting these technical details right is a core part of our custom fabric development services for global brands. We also recognize that as we innovate, we must remain conscious of the full product lifecycle and ongoing scientific research into the environmental impact of elastane and its contribution to microfiber pollution.
Manufacturing Challenges: What Happens When We Sew Your Collection
Working with fabrics containing elastane isn’t for beginners. It’s a technical discipline that demands precision, specialized equipment, and an almost intuitive understanding of how the material behaves. When a client brings me a design for high-stretch activewear, I know that success isn’t just in the pattern; it’s in mastering the production variables that can make or break the final garment.
The first challenge is simply handling the material. High-stretch elastane fabric is notoriously “slippery” and unstable. You can’t just feed it through a standard sewing machine. That’s why my production lines are equipped with Juki and Brother automated machines featuring differential feed systems. These systems use two sets of feed dogs to move the fabric layers at slightly different speeds, which prevents the stretching and puckering that ruins seams on activewear. Without this technology, achieving a flat, professional seam is nearly impossible.
Another critical issue is needle heat. When a needle operates at 5,000 stitches per minute, the friction generates significant heat. This heat can melt or sever the delicate elastane fibers within the thread, causing them to break. When the garment is stretched, these broken white fibers pop through the seam, an ugly defect we call “grinning.” To prevent this, I mandate two things: using specialized ball-point needles that part the fabric weave instead of piercing it, and using premium core-spun polyester thread. This happens because the fundamental properties of elastane fabric make it uniquely vulnerable to heat and friction during high-speed sewing.
Tension control is the final piece of the sewing puzzle. From the moment the fabric is laid on the cutting table to the final stitch, its tension must be perfectly managed. If it’s stretched even 2% during cutting, the final pieces won’t match. That’s why I insist on a mandatory 24-hour relaxation period for all incoming rolls. We unroll the fabric and let it rest in a climate-controlled environment, allowing it to shrink back to its true, unstressed state before our laser cutters ever touch it. It’s a non-negotiable step in our quality assurance process.
Quality Control for Stretch Fabrics
My “Quality First” promise begins the moment a fabric roll arrives. Every shipment is subjected to a 4-point inspection system, where we check for defects and assign demerit points; any roll exceeding 20 points per 100 linear yards is rejected. We also test for “wash-out” by subjecting a fabric sample to 5 consecutive laundry cycles, ensuring its stretch recovery modulus doesn’t degrade by more than 5%. Finally, we tackle color fastness, a known hurdle in high-elastane blends, by partnering with specialized dye houses that use advanced techniques to ensure deep, stable colors that don’t bleed or fade.
The Vietnam Advantage in Stretch Production
Our strategic location in Ho Chi Minh City provides a distinct competitive edge. We have direct access to a world-class Southeast Asian supply chain for high-quality synthetic yarns from Taiwan and South Korea. At our facility, advanced Gerber laser cutters not only ensure pattern accuracy to within 0.1mm but also seal the fabric edges, preventing the fraying common with knitted stretch materials. Looking ahead, we project that by 2026, the cost-efficiency of manufacturing technical stretch garments in Vietnam will provide our partners with a 15-20% pricing advantage over production in Central America or Europe.
The Sustainability Debate: Is Elastane “Bad” for the Planet?
Let’s be direct: elastane has an environmental image problem. I hear the concerns from brands all the time. The conversation usually centers on two major issues: microplastic pollution and the near-impossibility of recycling. As a manufacturer, I see these challenges firsthand, but I don’t believe the answer is to simply eliminate this critical performance fiber. The real solution is more complex and involves smarter material choices, better construction, and a radical focus on durability.
The microplastic issue is genuine. Every time a consumer washes a garment containing elastane, tiny synthetic fibers can shed and enter our waterways. A 2016 study from Plymouth University revealed a single wash cycle can release over 700,000 microscopic fibers. Then there’s the “Frankenstein fabric” dilemma. Elastane is rarely used alone; it’s almost always blended with fibers like cotton or polyester to create high-performance elastane fabric. This blend makes separating and recycling the components with current commercial technology incredibly difficult. In fact, the Ellen MacArthur Foundation reported in 2017 that less than 1% of material used for clothing is recycled into new clothing.
While the challenges are significant, I’m actively tracking innovations that offer a path forward. We’re seeing promising developments in bio-based polymers, like The Lycra Company’s work on a version of its fiber derived from corn. These reduce the reliance on fossil fuels from the start. But the most practical, immediate steps we can take involve using better materials available today and building products that last.
Recycled Elastane: A Step Toward Circularity
One of the most effective strategies available right now is sourcing pre-consumer recycled elastane. For example, we work with suppliers offering fibers like Lycra EcoMade, which is produced using waste collected from their own manufacturing sites. From a technical standpoint, I can confirm its performance in stretch and recovery is identical to its virgin counterpart. For brands, key certifications to look for are the Global Recycled Standard (GRS) and OEKO-TEX STANDARD 100, which ensure traceability and safety.
Longevity as Sustainability
I always argue that the most sustainable garment is the one you don’t have to replace. A high-quality activewear piece that lasts five years is infinitely better for the planet than a so-called “biodegradable” one that loses its shape and function after five months. We help brands build this durability into their products and educate their customers on proper care, like washing in cold water and avoiding high-heat dryers. At Darlon Garment, we also minimize waste during production by using precision laser cutting, a process that reduces fabric waste by up to 15% compared to traditional methods.
The conversation around elastane’s sustainability is shifting from a simple “good or bad” verdict to a more productive discussion about responsible manufacturing and lifecycle management. By prioritizing recycled inputs and building for longevity, we can harness the performance benefits of elastane while significantly mitigating its environmental footprint. If you’re a brand looking to improve the durability and reduce the waste in your activewear line, let’s discuss our sustainable manufacturing solutions.
Partnering with Darlon: How I Build Your Stretch Collection
Understanding the technical nuances of materials like elastane is one thing; turning that knowledge into a commercially successful product line is another. That’s where I come in. My “One-Stop Service” is designed to manage your entire production lifecycle, from the initial tech pack review to final quality assurance and global shipping. I handle the complexities so you can focus on your brand.
Your brand identity is unique, and your materials should reflect that. I don’t just offer stock textiles. I actively source specialized fabrics to match your exact performance and aesthetic requirements. For a premium yoga brand, this might mean a recycled nylon blend with 22% Lycra for a matte finish and four-way stretch. For a competitive swimwear line, it could be a chlorine-resistant polyester blend, a specialized elastane fabric engineered for maximum durability in harsh pool environments. I find the perfect material for your story.
For global sportswear brands, my OEM/ODM model provides a stable, efficient manufacturing backbone. It’s a system built on decades of experience. The key benefits include:
- Reduced Overhead: You don’t need to invest in factories or machinery. My 120 production lines are your production lines.
- Technical Expertise: I bring over 20 years of technical garment manufacturing experience, ensuring your designs are produced to exact specifications.
- Scalability: My capacity allows for seamless growth from an initial order of 1,000 units to a full-scale run of over 50,000 units per style.
- IP Protection: Your designs and technical specifications are handled with complete confidentiality.
The global supply chain is shifting, and savvy brands are planning their next move. I believe 2026 is the pivotal year to establish your technical production in Vietnam. Why? The country’s strategic trade agreements, like the EVFTA and CPTPP, offer significant tariff advantages for exports to Europe and Pacific markets. Combined with a stable political environment and a workforce that has demonstrated an 8.5% increase in manufacturing productivity since 2020, Vietnam offers a reliable and cost-effective future for high-quality apparel production.
From Prototyping to Mass Production
Creating the perfect stretch garment starts with a sample that feels right. I produce prototypes that meticulously replicate the intended compression, weight, and hand-feel of your final product. During the fit-testing phase, we can iteratively adjust the blend, perhaps increasing the elastane ratio from 15% to 18% to achieve the desired support. Once approved, I ensure that same consistency is maintained across production runs of 10,000 units or more, holding a tight tolerance of +/- 2% on fabric GSM.
Let’s Start Your Project
I build my business on long-term partnerships, not one-off orders. I’m invested in your brand’s growth and success. Getting a quote is straightforward; simply provide your tech pack or detailed design specifications. We can then begin the process of material sourcing and sample development for your next activewear or swimwear collection. Let’s build something great together. Reach out to me at Dar Lon Garment to discuss your next technical collection.
Let’s Build Your High-Performance Collection
I hope this look behind the curtain has been useful. The main takeaway is that stretch is more than just a number on a spec sheet; it’s about understanding the specific blend and having the right machinery to handle it without compromising quality. Working with elastane fabric presents unique challenges, from puckering seams to tension control, that can make or break a garment’s performance.
That’s where my team and I come in. At our factory in Ho Chi Minh City, Vietnam, we’ve built our entire operation on a “Quality First” promise. We specialize in technically demanding garments like Nuyarn performance wool and high-stretch activewear, using advanced laser-cutting and automatic sewing technology to guarantee precision on every single piece. We aren’t just another supplier; we’re a technical partner dedicated to engineering your vision.
If you’re ready to create a collection that performs flawlessly, let’s talk. Partner with Darlon Garment for your technical sportswear production. I’m excited to see what we can build together.
Frequently Asked Questions About Elastane Fabric
Is elastane fabric breathable enough for intense workouts?
Yes, but only when it’s part of a smart blend. I find that fabrics with at least 80% polyester or nylon mixed with 20% or less elastane offer the best performance. The primary fibers wick moisture away from your skin, while the elastane provides stretch. Pure elastane isn’t breathable at all, so the blend composition is what really matters for keeping you cool and dry during a high-intensity session.
How do I prevent my elastane leggings from becoming see-through?
I always recommend checking the fabric weight, which is measured in GSM (grams per square meter). You should look for a minimum of 250 GSM to ensure good coverage. Anything less, especially below 200 GSM, is likely to become transparent when stretched. Also, be sure you’re wearing the correct size. Squeezing into a smaller pair overstretches the fibers, which is a fast track to a see-through situation. Brands that focus on this specific quality, like JC London, often build their reputation on creating reliable, squat-proof activewear.
What is the best way to wash and dry elastane-blend clothing?
I suggest washing them in cold water, specifically below 30°C (86°F), on a gentle cycle. You should never use fabric softener because it leaves a coating that can damage the fibers’ elasticity. For drying, your best bet is to air-dry them flat or on a line. If you must use a dryer, choose the lowest possible heat setting. High heat is the number one enemy of elastane’s stretch and recovery properties.
While proper home care is essential, many people prefer to use professional services to protect their investment in high-performance activewear. To see how experts handle these delicate fabrics, you can learn more about Hustle Laundry.
Can elastane fabric be ironed if it gets wrinkled?
I would strongly advise against ironing elastane. The direct, high heat from an iron can easily melt the synthetic polyurethane fibers, causing permanent damage. If you absolutely have to get wrinkles out, a garment steamer on a low setting is a much safer alternative. It uses gentle steam instead of direct contact. Otherwise, hanging the item in a steamy bathroom for about 20 minutes usually does the trick.
Why do some elastane fabrics feel “crunchy” or stiff over time?
That “crunchy” feeling is almost always caused by a buildup of minerals from hard water or residue from harsh detergents. Over time, these deposits coat the fibers and make them feel stiff. I’ve found that adding about a half-cup of distilled white vinegar to the rinse cycle once every 5-6 washes can help dissolve this buildup. It strips away the residue without harming the fabric’s integrity.
Is there a difference between cheap elastane and premium Lycra?
Yes, there’s a significant performance difference. I’ve seen that premium branded elastane, like LYCRA®, is engineered for superior stretch and recovery. It can be stretched up to 500% and reliably snaps back to its original shape. Cheaper, generic elastane often loses this “snap-back” quality much faster, sometimes after just 50 washes, leading to garments that sag and lose their fit over time. This is the kind of material integrity you’d expect to find in the curated designer collections at a store like Urban Mave.
How much does elastane fabric typically cost for bulk manufacturing?
For large-scale production, the cost varies based on the blend and finish. From my experience sourcing materials, a standard 88% polyester and 12% elastane fabric blend for activewear typically costs between $4.50 and $7.00 per kilogram. This price is for bulk orders exceeding 1,000 kilograms. The final price depends heavily on factors like anti-microbial finishes, the specific mill, and the current raw material market.
What certifications should I look for when sourcing elastane in Vietnam?
I always prioritize a few key certifications to guarantee quality and safety. The most important one is OEKO-TEX® Standard 100, which confirms the fabric is free from over 100 harmful substances. If you’re focused on sustainability, look for the Global Recycled Standard (GRS). I also check if the manufacturing facility holds an ISO 9001 certification, as this indicates a reliable quality management system is in place.