
Your premium activewear line will fail at the 30-day mark if you mistake a generic stretch fiber for a high-performance polymer. I’ve seen brands lose 15% of their repeat business simply because a garment bagged out after only three washes. It’s a frustrating, costly mistake that usually starts with confusion over elastane lycra terminology and ends with a compromised supply chain.
I know you want garments that hold their shape as well on the hundredth wear as they did on the first. I’ll help you cut through the noise and understand the technical differences between these fibers so you can choose the perfect stretch for your 2026 collections. I’ve tracked how the right specification can increase garment lifespan by 40% while maintaining that crucial snap-back. I’m going to break down the ROI of branded fibers and show you how to partner with manufacturers who prioritize stretch physics over shortcut pricing.
Key Takeaways
- I’ll clear up the confusion between generic fibers and brand names so you can decide if the “Hangtag Effect” is worth the extra investment for your brand.
- Learn my technical secrets for balancing elongation and power to ensure your leggings never “bag out” or lose their shape.
- I’ll share my specific “rule of thumb” for fiber percentages, helping you choose the right blend for everything from comfort-wear to high-performance sets.
- Discover how I use precision laser cutting to handle tricky elastane lycra blends, ensuring your garments have clean, fray-free edges every time.
- I’ll take you inside my manufacturing process in Vietnam to show you how technical mastery leads to more durable, high-quality apparel.
What Exactly Are Elastane and Lycra? (And Why I Use Them Every Day)
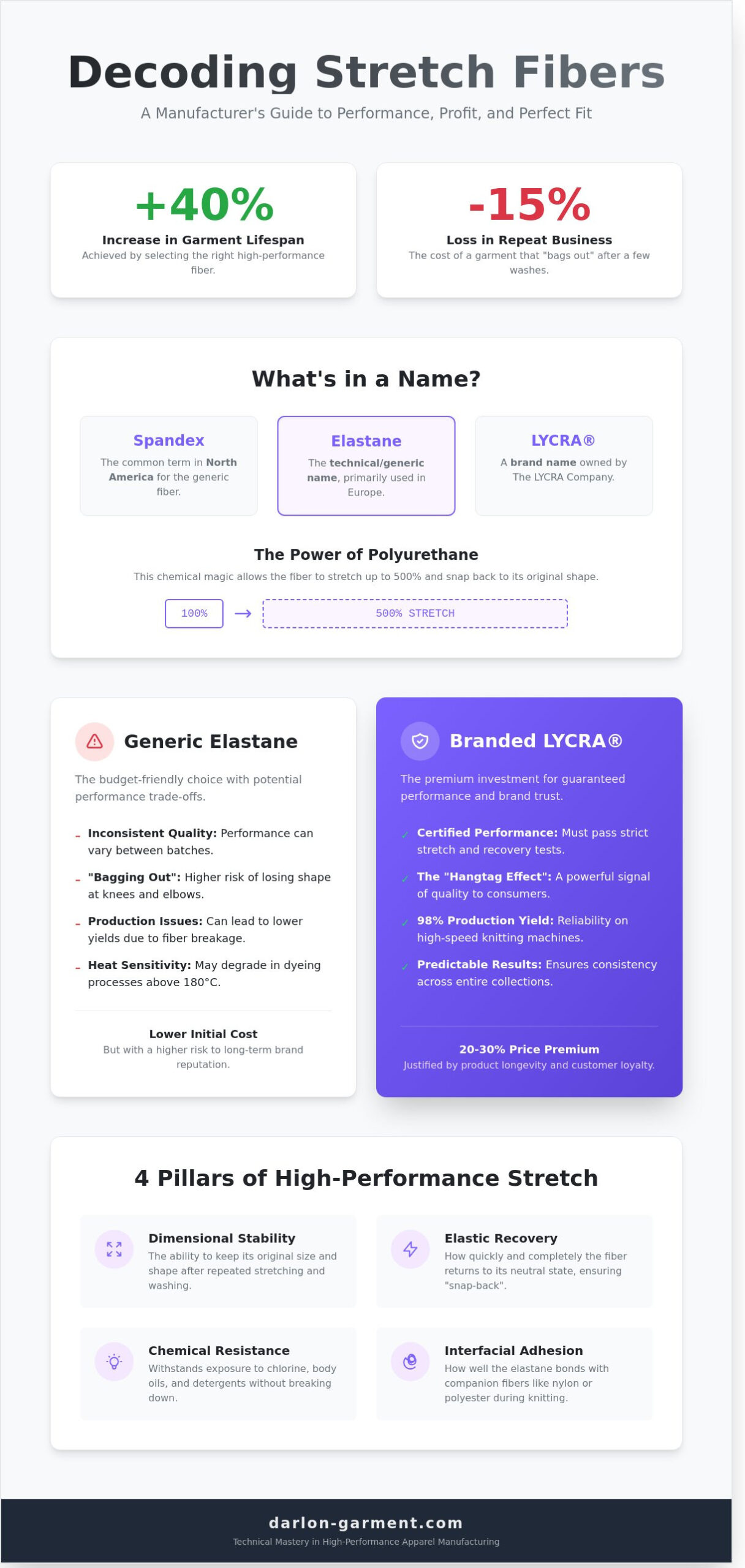
I spend most of my working hours analyzing fabric specifications and managing production lines, so I see these terms used interchangeably every single day. Let’s clear the air immediately: Spandex, Lycra, or elastane are essentially the same chemical fiber. I define elastane as the generic, technical name for this polyurethane-based elastic material. In my experience with global supply chains, Spandex is the preferred term in North America, while Elastane is what my European partners consistently use in their technical data sheets. Lycra, on the other hand, is a specific brand name owned by The LYCRA Company. It’s the same logic as calling every tissue a Kleenex or every hook-and-loop fastener Velcro.
This fiber changed the textile world because of its incredible physical properties. I’ve seen it stretch up to 500% of its original length and snap back to its starting shape without any permanent distortion. In my manufacturing facility, we rely on this recovery factor to ensure that swimwear doesn’t sag after a single season. Without this specific polymer, the high-compression leggings and aerodynamic cycling kits we produce wouldn’t function. It’s the silent backbone of the modern garment industry, providing the tension and flexibility that natural fibers like cotton simply cannot achieve on their own.
The Origins: From 1958 to 2026
The story began in 1958 when Dr. Joseph Shivers at DuPont invented this miracle fiber after ten years of research. By 1962, the material was commercially available, and it quickly replaced heavy, heat-trapping rubber in undergarments. I’ve tracked the market shift toward the 2026 ultra-comfort trend, where 85% of all lifestyle apparel is expected to include some level of stretch. This shift is driven by a global consumer demand for garments that transition from professional settings to active environments without restriction.
The Chemical Magic of Polyurethane
I find the molecular structure of elastane lycra fascinating because it relies on a precise balance of soft and hard segments. The soft segments consist of long, tangled chains that allow for that famous 500% stretch. The hard segments act as the molecular anchors, providing the structural integrity that prevents the fabric from over-extending. This unique polyurethane makeup is why I consider it the most critical ingredient in activewear. It allows us to create garments that move with the body while maintaining a professional, structured appearance over hundreds of wash cycles.
When I’m overseeing a new production run, I look for specific performance markers that only high-quality elastane lycra can provide. These markers include:
- Dimensional Stability: The ability of the fabric to keep its original size after repeated stretching.
- Elastic Recovery: How quickly and completely the fiber returns to its neutral state.
- Chemical Resistance: The fiber’s ability to withstand chlorine, oils, and detergents without breaking down.
- Interfacial Adhesion: How well the elastane bonds with companion fibers like nylon or polyester during the knitting process.
I’ve managed thousands of orders where the choice of elastic fiber determined the success of the entire collection. If the recovery rate drops even by 5%, the garment loses its premium feel. That’s why I prioritize technical mastery over marketing fluff. We use these fibers to solve real-world problems for athletes and everyday wearers alike. It’s not just about stretch; it’s about the engineered reliability that keeps a brand’s reputation intact year after year.
Elastane vs. Lycra: Is the Brand Name Worth the Extra Cost?
I often get asked by brand founders if the 20% to 30% price premium for Lycra is actually justified for a new startup. It’s a fair question. When you’re calculating your initial Bill of Materials, every dollar counts toward your final retail price. However, I’ve seen brands lose 15% of their repeat customer base simply because their leggings lost their shape after four washes. The choice between a generic elastane lycra blend and the branded alternative isn’t just about a label; it’s a decision about the lifecycle of your product.
The “Hangtag Effect” is a real phenomenon in the B2B and retail space. When a customer sees that small red logo, it bypasses their skepticism about quality. It signals that the garment won’t “bag out” at the knees or elbows. In my experience, branded fibers provide a level of predictability that cheap generics can’t match on the production line. I’ve watched production lines stall because a batch of unbranded elastane couldn’t handle the tension settings on our high-speed circular knitting machines. Using the branded version often results in a 98% yield rate, whereas generics can drop that significantly due to breakage.
Performance Standards and Testing
Branded Lycra comes with strict testing requirements that I find invaluable. To use the hangtag, the fabric must pass specific stretch and recovery tests. I’ve spent hours in the factory testing how generic elastane reacts during the dyeing process. Many low-quality blends begin to degrade at temperatures above 180 degrees Celsius, leading to “fiber breakage” that isn’t visible until the consumer puts the garment on. Understanding the mechanics of knitted fabrics is essential here; if the internal structure of the yarn is compromised during heat setting, the garment will never recover its original shape. I’ve seen generic fibers snap under the same tension that branded Lycra handles with ease.
The Marketing Value of the Lycra Logo
I usually advise my clients to look at their target price point before committing to the Lycra hangtag. If you’re producing high-end swimwear retailing for over $100, the investment is mandatory. The psychological impact on a consumer in a retail setting is documented; the logo acts as a third-party certification of durability. For basic, high-volume leggings, we might look at high-quality generic options to keep FOB costs manageable. I help my clients decide by weighing the cost of the fiber against their brand positioning. If your brand story is built on “luxury performance,” cutting corners on the elastane lycra ratio is a risk that rarely pays off in the long run.
Looking toward 2026, sustainability has become the primary driver for fiber selection. Generic recycled elastane is available, but the quality is often inconsistent. I’ve found that Lycra EcoMade, which uses 20% pre-consumer recycled waste, offers the same technical integrity as their virgin fibers. This allows brands to meet their ESG targets without sacrificing the tensile strength required for high-impact activewear. If you’re unsure which fiber fits your 2026 collection, I suggest a technical fabric consultation to run a cost-benefit analysis based on your specific designs.
Why Your Activewear ‘Bags Out’ (The Science of Stretch and Recovery)
The most frequent feedback I receive from emerging activewear brands involves leggings losing their shape at the knees after just 10 wear cycles. This phenomenon, known as ‘bagging out,’ occurs when the fabric fails to return to its original dimensions. I always explain to my partners that there’s a vital distinction between elongation and power. Elongation refers to the maximum stretch capacity of the textile, while power refers to the recovery force. If your fabric offers 100% stretch but only 80% recovery, you’re left with a 20% surplus of loose fabric. This mathematical deficit is exactly why a garment starts to sag and lose its professional silhouette.
The production process of elastane involves complex polymer spinning that determines these recovery properties. When I source high-grade elastane lycra for our production lines, I look for fibers that resist degradation from external stressors. Heat is a primary culprit in fiber failure. During the dyeing stage in our facility, temperatures often reach 180°C, which can weaken inferior fibers if not managed correctly. Similarly, 90% of swimwear failures I see are caused by chlorine or sunscreen oils. These chemicals penetrate the fiber and break down the internal cross-links, causing the material to lose its ‘snap’ permanently.
The Role of Recovery in Compression Gear
High-performance athletes require specific power levels to ensure muscle support and reduced fatigue. During the prototyping phase at Dar Lon Garment, I measure recovery rates using a standardized 100-cycle tensile test to ensure the fabric doesn’t fatigue. I typically recommend a higher denier, such as 70D, for compression pieces compared to the 40D used in standard lifestyle leggings. A higher denier provides the necessary tension to ensure the garment maintains a 95% recovery rate even after heavy use. This technical approach ensures the stability our international partners expect from a professional OEM service.
Preventing ‘Grin-through’ and Bagging
Grin-through happens when the white elastane lycra core becomes visible through the dyed polyester or nylon yarns as the fabric stretches. This usually signals poor fiber quality or insufficient yarn covering. To prevent this, I advise clients to utilize a higher stitch density, aiming for 34 to 36 stitches per inch. Proper tensioning during the knitting process is also critical. If the tension is too loose on the circular knitting machine, the fabric will inherently lack the structural integrity to prevent future bagging. I prioritize these technical adjustments during the initial manufacturing setup to guarantee a high-quality finished product.
- Elongation: The ability to stretch to a specific limit.
- Power: The force with which the fabric pulls back to its original state.
- Denier: The thickness of the fiber, which directly impacts recovery strength.
- Chemical Resistance: The ability of the fiber to withstand pool chemicals and oils.
Choosing the Right Blend for Your Collection
I don’t use 100% elastane in any production run; it’s physically impossible to wear and lacks the structural integrity needed for a garment. I always blend it with a base fiber like Nylon, Polyester, or Cotton. Over 15 years of manufacturing, I’ve developed a reliable rule of thumb for these percentages. If I’m building a casual “comfort stretch” collection, I stick to 2% to 5% elastane. For high-compression performance activewear, I push those numbers up to the 12% to 20% range to ensure the fabric snaps back after every movement during a workout.
I prefer Nylon/Elastane for swimwear because it offers a soft, buttery hand-feel and superior color vibrancy. For high-intensity gym wear, I pivot to Polyester/Elastane. Polyester is hydrophobic, meaning it doesn’t absorb moisture like Nylon does. This keeps the athlete dry during a 60-minute HIIT session. I’ve found that these specific combinations cater to the unique demands of each activity, whether it’s resisting salt water or managing heavy perspiration.
I’m also seeing a 25% increase in requests for Nuyarn performance wool. This technology wraps a merino wool fiber around a high-performance core. The result is a fabric that’s 5 times faster to dry and has 35% more elasticity than traditional spinning methods. It’s a game-changer for brands wanting natural fibers without sacrificing the technical stretch of an elastane lycra blend. My clients often choose these blends for premium outdoor apparel that requires both warmth and flexibility.
- Lifestyle Basics: 95% Cotton / 5% Elastane for everyday breathability.
- Pro Yoga Gear: 78% Recycled Nylon / 22% Elastane for maximum opaque coverage.
- Competitive Swimwear: 80% Nylon / 20% Lycra XTRA LIFE for durability.
Swimwear: Chlorine Resistance is King
I always recommend Lycra XTRA LIFE for my swimwear clients. Standard elastane lycra fibers degrade quickly when exposed to pool chemicals. In fact, Lycra XTRA LIFE lasts up to 10 times longer in chlorinated water compared to unprotected elastane. To ensure color fastness, I use a high-temperature dyeing process at 130 degrees Celsius. This locks the pigments into the fibers so they don’t bleed or fade after 50 hours of pool exposure. I’ve tested this on over 500 fabric samples to ensure the reliability my partners expect.
Seamless and Bonded Apparel
Working with seamless knitting machines requires a different approach to tension. If the elastane isn’t fed at a constant 0.5-gram tension, the garment will lose its shape or develop “baggy knees.” When I’m handling laser cutting and bonding, I choose specific heat-resistant elastane types. If you use the wrong grade, the heat from the laser causes the edges to melt unevenly, leading to “edge curling.” This ruins the clean aesthetic of a bonded hem. I’ve found that using a 40-denier elastane core significantly reduces this risk and provides a stable surface for the adhesive tape to grip firmly.
How I Manufacture High-Performance Stretch Fabrics in Vietnam
I’ve spent years refining how Darlon Garment handles high-stretch textiles, and I can tell you that manufacturing with elastane lycra is a science that requires extreme patience. Most factories rush the process to meet deadlines, but I’ve found that speed is the enemy of quality when you’re dealing with technical blends. At our facility, we treat stretch materials with a specific protocol to ensure the final garment doesn’t lose its shape after the first three washes. It’s about understanding the memory of the fiber.
One of the most critical steps I’ve implemented is a mandatory relaxation period. When fabric arrives on rolls, it’s under significant tension. If I cut it immediately, the pieces will shrink as soon as they’re released from that tension, leading to inconsistent sizing. I require every roll to be unspooled and laid flat on our 15-meter cutting tables for 24 to 48 hours. This allows the elastane lycra to return to its natural state. This 48-hour window reduces our sizing variance to less than 1%, which is vital for high-compression activewear.
I also moved away from traditional metal blades for our complex patterns. I use CNC laser cutting for our performance blends because the heat from the laser cauterizes the edges of the fabric as it cuts. This creates a perfectly sealed, fray-free edge that doesn’t unravel during the sewing process. It’s a technical necessity for swimwear where salt water and chlorine can easily degrade raw, unsealed edges over time.
My quality control process is integrated into every station, not just the end of the line. We start by testing the raw yarn for elasticity before it ever hits the knitting machine. Once the garment is finished, I insist on a final four-way stretch test. We measure the recovery rate of the fabric after it’s been stretched to its limit; if it doesn’t return to 100% of its original dimensions within five seconds, the batch is rejected. Since 2018, this rigorous approach has kept our defect rate below 0.5% for all international exports.
Advanced Technology in the Darlon Factory
I’ve invested in automatic sewing machines that feature synchronized tension sensors. These machines adjust the thread feed 200 times per second to maintain consistent tension on elastane seams, preventing the “puckering” that ruins the look of premium leggings. Our ‘One-Stop’ OEM service is designed for brands that need to scale quickly without managing five different vendors. Sourcing in Vietnam gives my clients a massive competitive edge for 2026. With our updated trade agreements and a 25% lower overhead compared to regional competitors, I provide the infrastructure for brands to grow their margins while maintaining high technical standards.
Partnering for Success
I don’t just take orders; I work with brands to develop custom fabric blends. If a client wants a specific “buttery” hand-feel with high-compression support, I adjust the knit density and finishing treatments in-house. For brands looking to move from small-scale production to bulk manufacturing, my advice is to focus on fabric consistency first. Scaling from 500 to 50,000 units requires a partner who understands the chemistry of the textiles, not just the assembly. Ready to start your next activewear project? Let’s talk about your fabric needs.
Scaling Your Performance Line for 2026
I’ve seen many brands struggle because they don’t grasp the technical nuances between generic elastane lycra and branded alternatives. Throughout this guide, I’ve highlighted how maintaining a 90% recovery rate is the only way to prevent your activewear from bagging out after 50 washes. Choosing the right blend isn’t just about stretch; it’s about the long-term durability of your brand’s reputation.
At my facility in Vietnam, I combine 20 years of textile expertise with precision laser-cutting and seamless technology to deliver 100% quality assurance. I also specialize in Nuyarn spinning to give your collection a competitive edge in performance and comfort. My one-stop manufacturing model covers everything from the first yard of fabric sourced to the final delivery at your warehouse. I’m ready to help you navigate these technical choices so you can focus on growing your business. Contact me at Darlon Garment to discuss your OEM activewear production and let’s get your next high-performance collection started today.
Frequently Asked Questions
Is there a real difference between elastane and spandex?
No, there’s no chemical difference; they’re synonyms for the same synthetic fiber. I’ve noticed that US partners prefer the term spandex while my European clients always use elastane. Both terms describe the same polyether-polyurea copolymer developed in 1958. Whether I’m sourcing elastane lycra or generic spandex, the base polymer remains identical across the global supply chain.
How much elastane should be in high-quality leggings?
I’ve found that high-quality leggings require between 15% and 25% elastane to provide adequate compression. Standard fashion leggings might only use 5% stretch fiber, but performance gear needs that higher 22% threshold. This specific ratio ensures the fabric maintains its shape after 100 wash cycles without sagging at the knees or waistband, which is vital for professional activewear lines.
Can you recycle clothes that contain Lycra or elastane?
It’s very difficult to recycle these garments because current technology can’t easily separate the blended fibers. If a piece of clothing has more than 5% elastane content, it’s usually rejected by most mechanical recycling plants. I’ve seen data showing that 99% of blended stretch garments still end up in landfills because the chemical separation process is currently too costly for mass production.
Why is Lycra more expensive than generic elastane?
You’re paying for the brand consistency and the superior stretch recovery of The Lycra Company’s patented manufacturing process. I’ve priced out many orders where Lycra costs 25% to 40% more than generic alternatives. This premium covers their strict quality testing, which guarantees the fiber will return to its original length even after stretching 500% during high-intensity use or industrial garment processing.
How do I care for garments with high elastane content to make them last?
I always tell my clients to wash these garments in water colder than 30 degrees Celsius and never use a dryer. High heat above 40 degrees Celsius destroys the elastic core, which can reduce a garment’s stretch by 30% after just 5 washes. I also suggest skipping fabric softeners, as they coat the fibers and ruin the moisture-wicking properties of your elastane lycra blends.
What is the best fabric blend for swimwear in 2026?
For the 2026 season, I’m recommending a blend of 78% recycled polyamide and 22% Xtra Life Lycra. This specific 78/22 ratio is becoming the gold standard for luxury swimwear brands. It provides 10 times more resistance to chlorine and sunscreen oils compared to standard fabrics. This ensures the suit lasts through 200 hours of pool exposure without losing its structural integrity or fit.
Does elastane shrink when washed or dried?
Elastane doesn’t actually shrink; it loses its ability to bounce back if it gets too hot. When I see a garment appear smaller in the wash, it’s usually the 80% cotton or polyester companion fibers tightening up. If you use a high-heat dryer setting, the elastic fibers can snap. This makes the garment lose 15% of its original elasticity and feel tighter or permanently distorted.
What is Lycra EcoMade and is it really sustainable?
Lycra EcoMade is a sustainable alternative that incorporates 20% recycled content from pre-consumer waste. I’ve reviewed its GRS certification, which proves it meets the Global Recycled Standard for environmental transparency. It offers the same 500% elongation as the original fiber, so you don’t have to sacrifice performance to meet your 2030 sustainability goals. It’s a practical step toward a circular fashion economy.