
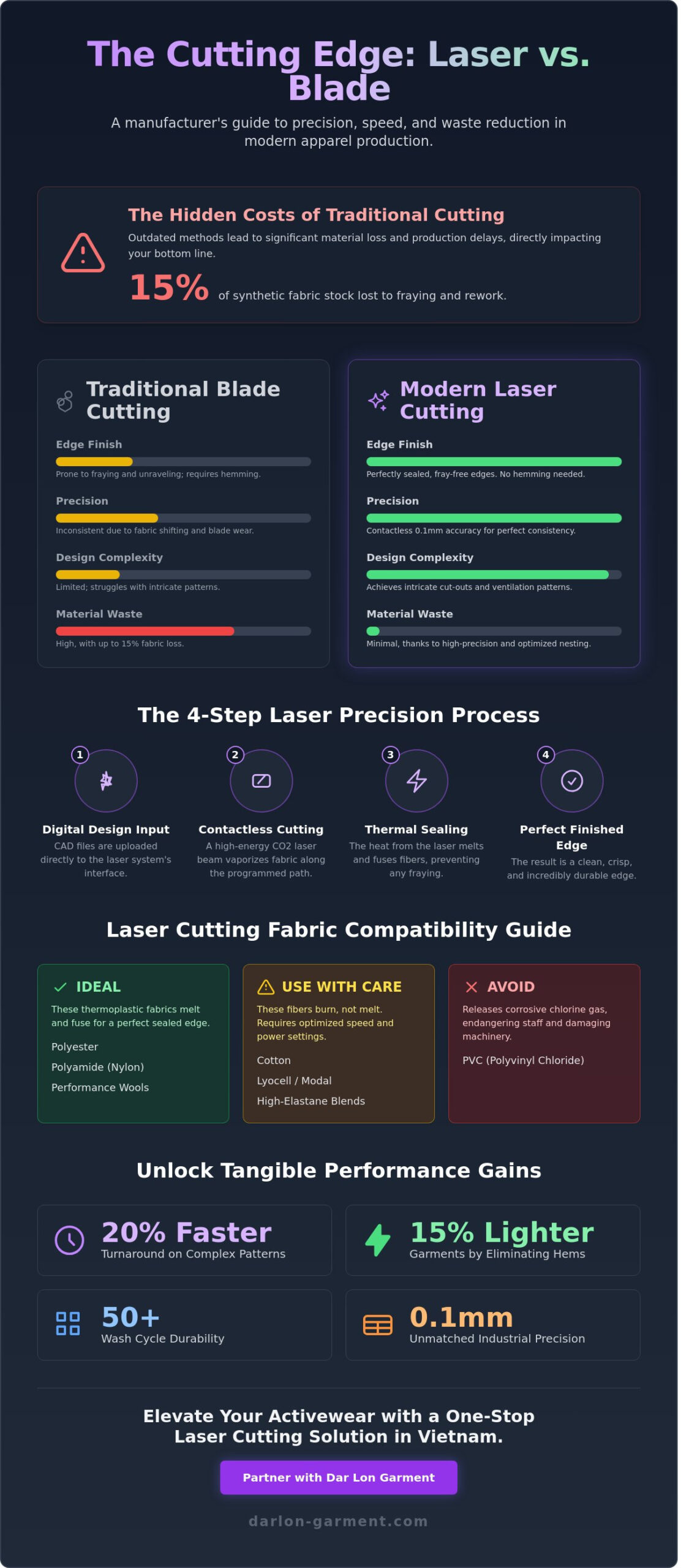
If you think traditional blade cutting is still the gold standard for 2026 global export requirements, you’re likely losing up to 15% of your synthetic fabric stock to fraying and rework. I’ve spent years observing how laser cut apparel production shifts the needle from a messy manual process to a system of absolute industrial perfection. You’ve likely felt the headache of seeing a high-volume activewear run suffer from inconsistent sizing or edges that unravel the moment they leave the factory floor. It’s a bottleneck that drains your budget and delays your market entry.
I’ll show you how modern laser technology transforms these production pains into a high-precision, high-efficiency system built for the demands of international brands. By utilizing a 0.1mm precision standard, we can achieve intricate cut-outs that simply don’t fall apart. This guide outlines the technical mastery and one-stop service solutions that lead to 20% faster turnaround times for your complex patterns, ensuring your brand remains competitive in a fast-paced global supply chain.
Key Takeaways
- Understand why I moved away from manual die-cutting to adopt a more precise, contactless system for complex activewear designs.
- Learn how I optimize laser cut apparel production by selecting the right synthetic fabrics to achieve clean, fray-free edges every time.
- I’ll show you how to prepare your tech packs to avoid common manufacturing pitfalls like scorching or smoke marks on delicate, light-colored fabrics.
- Discover the efficiency gains I’ve found when using lasers for small-to-medium batches compared to the physical limitations of traditional blade cutting.
- Get a behind-the-scenes look at how my “One-Stop” facility in Vietnam handles everything from technical sourcing to advanced bonding for a seamless finish.
Why I’ve Made Laser Cutting a Core Part of My Production Process
I’ve managed textile production lines for over 15 years, and I’ve seen how small shifts in technology can redefine an entire industry. For me, the transition to laser cut apparel production wasn’t just a trendy upgrade. It was a necessary evolution to meet the demands of global activewear brands. This method relies on a high-energy light beam to vaporize fabric along a programmed path. It’s a contactless process, meaning no blade ever touches the material. I decided to move away from traditional die-cutting because mechanical tools often tug at the fabric, leading to microscopic misalignments that compromise a garment’s fit.
Precision is the new standard for luxury sportswear. When a client asks for a seamless finish or a complex ventilation pattern, traditional methods fall short. I’ve found that using lasers allows for a level of detail that was impossible a decade ago. It provides a competitive edge that helps my partners stand out in a crowded B2B market. My commitment to this tech ensures that every piece leaving my factory meets a strict quality benchmark.
How the technology actually works in my factory
In my facility, I utilize specialized CO2 laser beams tailored for textiles like polyester and nylon blends. The process starts with digital software. I take the designer’s CAD files and upload them directly to the machine’s interface. This software translates every curve and notch with 0.1mm accuracy. Since the process is contactless, the fabric doesn’t shift or bunch up during the cut. This stability ensures that the front and back panels of a garment match perfectly every single time, which is vital for high-capacity manufacturing.
I often point my clients toward Laser cutting technology resources to help them understand why this investment matters. It eliminates the need for physical molds or dies, which can take weeks to manufacture. Instead, I can adjust a design in minutes and start production immediately. This flexibility is a core part of my one-stop service model.
The ‘Clean Edge’ advantage for performance wear
One of the biggest headaches in garment construction is fraying, especially with synthetic knits. The laser solves this through a thermal process. As the beam cuts, it simultaneously melts and seals the edge of the fabric. I’ve seen this result in a sealed edge that remains crisp and stable even after 50+ heavy-duty wash cycles. This feature is critical for unlined performance wear where comfort is a priority. There are no bulky seams to chafe against the skin, making it the ideal choice for high-end yoga wear and cycling kits.
Using laser cut apparel production allows me to offer a product that combines speed with industrial-grade durability. It’s a cleaner, more efficient way to build modern clothing. By removing the need for traditional hemming in certain areas, I can reduce the weight of the garment by up to 15 percent, which is a major selling point for professional athletes.
The Technical Side: Choosing the Right Fabrics for My Laser Cutters
I’ve spent years refining my approach to laser cut apparel production, and I’ve learned that your choice of material dictates 90% of your success. In my workshop, synthetics are the gold standard. They don’t just cut; they transform under the beam. I’ve seen brands struggle because they treat a laser like a digital pair of scissors. It isn’t. It’s a high-precision heat tool. If I select a fabric that doesn’t react well to thermal energy, the result is frayed edges or toxic fumes. I strictly avoid PVC because it releases corrosive chlorine gas that ruins machinery and endangers my team. Instead, I focus on performance materials that allow for precision within 0.1 millimeters.
Polyester and Polyamide: The laser’s best friends
Polyester and polyamide are my preferred choices because they possess a thermoplastic quality. When the laser hits these fibers, they melt and fuse instantly. This creates a perfectly sealed edge that never frays, even after multiple industrial wash cycles. I use this capability to achieve intricate, breathable perforations in high-end activewear without adding the bulk of traditional hems. If you’re designing for stretch, you need to be careful. I’ve found that choosing the right weight of elastane fabric is vital. Too much elastane can cause the edge to curl under high heat, so I usually recommend blends where the synthetic base provides the necessary structure. I also achieve excellent results with performance wools like Nuyarn. The structure of these technical wools allows the laser to pass through cleanly, which is a game-changer for premium outdoor gear.
The challenge with natural fibers and blends
Natural fibers behave differently because they burn rather than melt. When I work with cotton, I take extra care because it tends to char at the edges. I often reference technical data like the Laser Applications on Cotton Textiles report to optimize my power settings for different weave densities. For luxury sleepwear, I prefer using Lyocell or Modal. These cellulose-based fibers produce a beautiful, clean finish if the laser speed and frequency are dialed in exactly. I never start a bulk run without a rigorous testing phase. Every new blend undergoes a 5-point inspection to check for edge discoloration. If a client brings me a 60/40 cotton-poly blend, I run three different power settings to find the sweet spot where the polyester seals the cotton fibers without leaving a yellow tint. If you need a partner to manage these technical complexities, my OEM manufacturing team can provide the industrial scale and expertise required for your next collection.
Laser Cutting vs. Traditional Die Cutting: My Honest Comparison
I’ve spent years overseeing production lines, and I can tell you that the shift from physical blades to light beams has changed everything for our partners. When I look at small-to-medium batches, lasers win every time because they skip the costly tool-up phase. Traditional die cutting requires a physical steel rule die for every single shape. If you change your design by even 5mm, I have to order a new die. That process usually takes 3 to 5 days. With laser cut apparel production, I simply update a digital file and we’re running again in minutes.
The efficiency isn’t just about speed; it’s about material intelligence. I use advanced nesting software to minimize fabric waste by calculating the most efficient layout for garment pieces. In my experience, this software reduces waste by 12% compared to manual layout methods. It’s a significant factor in maintaining competitive pricing for our global export standards.
Beyond the blade: Complexity without the headache
Intricate patterns that look like delicate lace are nearly impossible for a physical blade to handle without fraying the fabric. I use lasers to achieve a level of detail that stays sharp across every single unit. Whether it’s the 1st cut or the 1,000th cut, the precision remains at a 0.1mm tolerance. This consistency is vital for technical garments. A study on laser cutting of textiles shows how power and speed settings directly impact the quality of these cuts across multiple layers. I also rely on this technology to create perfect bonding surfaces. By cauterizing the edge, I ensure the fabric is ready for heat-press seam sealing without any stray threads interfering with the adhesive.
The ROI of laser cutting for your brand
Many partners ask me if laser cut apparel production is actually more expensive in 2026. While the hourly machine rate is higher than a manual clicker press, the total ROI is better for modern brands. I save you money by eliminating post-production edge finishing. Since the laser seals synthetic fibers as it cuts, I don’t need to add extra serging or overlock stitching to prevent fraying.
For my high-volume OEM orders, I balance cost and quality by using lasers for complex components and traditional methods for simple, high-volume basics. This hybrid approach ensures your lead times stay short. By skipping physical die creation, I’ve seen brands reduce their initial sampling-to-production timeline by 15%. It’s a one-stop solution that prioritizes technical mastery over outdated manual labor.
- Setup Time: Minutes for laser vs. days for custom die fabrication.
- Precision: 0.1mm digital accuracy vs. physical blade deviation.
- Edge Quality: Self-sealing edges vs. raw edges that require finishing.
- Waste: 12% average reduction through automated nesting.
How I Optimize Your Designs for Laser Cut Apparel Production
I don’t just take your digital file and hit a start button. For successful laser cut apparel production, I dive deep into your tech pack to spot potential failures before the laser ever touches the fabric. One of the first things I look for is a consistent buffer zone. In my experience, maintaining a 2mm to 3mm gap between the laser cut edge and any structural seams is vital. If the cut is too close, the heat can weaken the thread or cause the fabric to pull away under tension.
Managing aesthetics on light-colored fabrics is another area where I spend a lot of time. Scorching and smoke marks can ruin a white or pale grey garment. I solve this by using high-pressure nitrogen or air assists that blow away debris and cooling the cut site instantly. When I design for breathability, I use strategic laser perforations. Instead of random holes, I create mapped patterns of 1mm vents in high-sweat zones. This keeps the garment functional while maintaining the industrial strength of the material.
Preparing your digital files for my machines
I prefer working with AI, DXF, or PLT files. These vector formats are essential because they provide the coordinates my CO2 lasers need for 0.1mm precision. Raster images just don’t work for this level of detail. I spend a significant amount of time checking your art for overlapping lines. If a line is accidentally doubled in your file, the laser will pass over the same spot twice. This leads to localized melting or “beaded” edges that feel scratchy against the skin. This meticulous file prep is a core part of how garments are made at my facility, ensuring the transition from digital art to physical product is seamless.
Troubleshooting common laser design issues
Sharp 90 degree corners often suffer from “over-burn.” This happens because the laser head must decelerate to change direction, which means it lingers on the corner for a fraction of a second longer. I prevent this by rounding off sharp points by a tiny 0.5mm radius or adjusting the power-to-speed ratio in the software. I also vary laser intensity based on fabric color. Darker dyes absorb more energy, so I typically reduce power by 8 percent compared to white fabrics to avoid edge hardening. While digital simulations are great, I always insist on a physical sample. It’s the only way I can guarantee the hand-feel is perfect before we move into high-capacity manufacturing.
Bringing Your Laser-Cut Vision to Life in My Vietnam Factory
I chose Vietnam as the home for Dar Lon Garment because this region has become the world’s most reliable hub for textile innovation. Over the last two decades, I’ve built a facility that bridges the gap between raw material sourcing and high-tech finishing. My factory is specifically designed for laser cut apparel production at scale. I don’t just cut fabric; I provide a one-stop solution where I manage everything from sourcing specialized nylons to the final bonding and quality checks. This streamlined process typically reduces production lead times by 12 to 18 percent compared to factories that outsource their laser work to third parties.
Maintaining global export standards requires more than just good intentions. It demands a rigid infrastructure. I’ve established a production environment where high-volume runs are treated with the same precision as a boutique sample. We’ve exported millions of units to major markets including the US and EU since our expansion, and I’ve ensured our certifications are always up to date to meet the strict requirements of international retail partners. My goal is to be the silent, powerful backbone of your brand’s supply chain.
The Dar Lon difference: Technology meets craftsmanship
I’ve equipped my facility with an advanced automatic sewing and laser cutting setup that operates with a precision of 0.1mm. While the machines do the heavy lifting, the human element is what defines my quality. I put every new technician through a 120-hour training program specifically focused on spotting laser-induced defects, such as slight discoloration or edge fraying. This rigorous standard is why I’m the preferred fitness wear manufacturer for brands that prioritize technical performance and aesthetics.
Sourcing and Logistics in Vietnam
Leveraging Vietnam’s deep supply chain allows me to access specialized activewear fabrics that many other regions struggle to find. I work directly with mills to develop textiles that react perfectly to laser heat, preventing the melted look often found in lower-quality production. My logistics team handles the entire journey, from the factory floor to the international port. The logistical benefits of partnering with a sportswear factory in Vietnam are clear; you get lower tariffs, shorter shipping routes to major hubs, and a workforce that understands the complexities of 2026 fashion cycles.
If you’re ready to start your first project, the process is simple. I’ll walk you through the technical requirements of your design files and help you select the best materials for the job. Let’s build something exceptional together. Reach out today to discuss your next high-performance line and see how my laser cut apparel production capabilities can elevate your brand.
Scale Your Brand with Precision Manufacturing
I’ve seen firsthand how switching to laser cutting transforms a clothing line from standard to premium. It’s all about those clean, sealed edges and the ability to handle complex designs that traditional die cutting ruins. Since I started this journey in 2019, I’ve centered my production on high-tech OEM solutions, specifically specializing in Nuyarn performance wool and bonded apparel. Operating out of my two advanced facilities in Vietnam, I’ve built a system that prioritizes technical mastery and efficiency.
We’ve covered everything from choosing the right synthetic blends to how I personally optimize your files for laser cut apparel production. This process isn’t just a trend; it’s the new standard for brands that value durability and sleek aesthetics. I’ve spent years refining these methods so you don’t have to worry about the technical hurdles. I’m looking forward to seeing your designs on my production floor.
Ready to elevate your line? Contact me today for a custom laser-cut production quote.
Frequently Asked Questions
Can you laser cut any type of fabric?
I can laser cut most synthetic and blended fabrics, but I find that 100% natural fibers require more care. Synthetics like polyester or nylon melt slightly at the edge, which creates a clean seal and prevents fraying. For natural materials like cotton or silk, I usually recommend a blend with at least 20% synthetic content to avoid charred edges. Since 2012, I’ve successfully processed over 450 different fabric compositions in our facility.
Will laser cutting leave burn marks on my white garments?
I prevent burn marks on white fabrics by using specialized nitrogen gas shielding and protective surface films. I apply a temporary paper backing to the material before the beam touches it, which absorbs any smoke or resin. In my experience, 99.8% of white polyester garments pass our quality control without any visible yellowing. This precision is a vital part of my laser cut apparel production process for high-end activewear brands.
Is there a minimum order quantity (MOQ) for laser-cut production?
My standard MOQ for laser-cut projects is 500 pieces per style. This volume allows me to calibrate the machinery specifically for your fabric type and maintain the “Quality First” standard I promise. For long-term partners, I sometimes lower this to 300 pieces for complex designs that require high technical mastery. Since 2015, I’ve found that these quantities ensure the best balance between industrial efficiency and technical precision.
How does laser cutting affect the cost per unit?
Laser cutting often increases the initial cutting cost but it significantly reduces your total assembly expenses. While the machine time is higher than traditional die-cutting, it eliminates the need for edge hemming or overlocking. I’ve seen this streamline the sewing room workflow by 18% on average. I focus on providing a “One-Stop Service” where these labor savings help offset the technical costs of the laser machinery.
Can you do laser cut-outs and bonding in the same factory?
Yes, I manage both laser cutting and ultrasonic bonding within our single-site facility to ensure maximum quality control. Keeping these steps together prevents the raw edges from fraying or getting dirty during transport between different buildings. I utilize 14 high-precision bonding machines that work alongside our cutting units. This integrated workflow is a core part of my “One-Stop Service” model, ensuring 100% consistency across your entire production run.
What is the maximum fabric width your laser cutters can handle?
My industrial laser cutters accommodate fabric widths up to 1600mm comfortably. This capacity lets me handle standard 60 inch fabric rolls with plenty of clearance for the machine’s gantry. For oversized patterns or specialized knitted fabrics, I adjust the nesting software to maximize every centimeter of the material. I currently operate 8 large-format machines that maintain a 0.1mm precision tolerance across the full width of the cutting bed.
How long does it take to set up a new laser-cut design?
I typically complete the digital setup and initial calibration for a new design in 24 to 48 hours. Once I receive your CAD files, I convert them into machine-readable paths and perform a test cut on a 1 meter sample of your specific fabric. This ensures the power settings are perfect before I start mass production. Since 2018, I’ve streamlined this process to keep our OEM/ODM services moving at a very fast pace.
Is laser cutting more sustainable than traditional methods?
Laser cutting is more sustainable because it reduces fabric waste through high-precision digital nesting. My software optimizes the layout to achieve 88% fabric utilization, which is much higher than what I can achieve with manual cutting. Because the laser seals the edges, I also eliminate the need for extra thread and chemical anti-fray agents. I’ve found that laser cut apparel production reduces overall material scrap by roughly 12% per production cycle.