
The single most important decision you’ll make for your apparel brand isn’t your design—though having a clear brand vision, inspired by successful curated shops like Dutchess Martha, is crucial—it’s your manufacturing partner. I get it. The search for reliable clothing manufacturers can feel like a minefield, haunted by stories of inconsistent quality, missed deadlines that cost an entire season, or the nightmare of sinking $20,000 into an order that arrives completely wrong. You’re rightfully concerned about communication barriers with overseas factories and hidden costs that destroy your profit margins before you even launch.
After spending 15 years in apparel production and personally vetting over 200 factories, I’ve built a system that separates the world-class partners from the potential disasters. In this guide, I will walk you through everything I’ve learned about the manufacturing world. We’ll cover everything from mastering tech packs to asking the right questions that expose a factory’s true capabilities. You’ll get a clear, actionable roadmap to find the perfect production partner for your brand in 2026 and beyond.
Key Takeaways
- I’ll break down the key differences between OEM, ODM, and CMT so you can choose the right production model for your brand.
- You’ll learn my personal vetting process for finding reliable clothing manufacturers, focusing on the specialized tech that signals a truly capable partner.
- I’ll give you a clear roadmap of the entire production timeline-from perfecting your tech pack to final shipment-to help you avoid costly delays.
- Discover why I believe Vietnam is the new global hub for performance apparel and what that means for your supply chain strategy in 2026.
What are clothing manufacturers and why is your choice so critical?
After more than two decades in this business, I define clothing manufacturers as something more than just factories. They are the technical engine that turns a creative vision into a tangible, scalable product. Your designer can create a brilliant concept, but it’s the manufacturer who engineers the pattern, sources the right performance fabric, and executes production for 50,000 units with less than a 1% variance. They are, without question, your most important business partner in the fashion world.
This partnership is built on transparency. You’ll encounter two primary models when you start production: working “factory direct” or using “sourcing agents.” A sourcing agent acts as a middleman, which can be useful but often adds a layer of communication delays and hidden markups. I’ve always preferred the factory-direct relationship. It provides a clear, unfiltered line of communication to the people actually making your product, ensuring accountability and a more agile production process. When you can speak directly to the production manager, you solve problems in hours, not days.
The right manufacturing partner directly impacts your brand’s vital signs. The choice you make affects everything from your financial health to your customer loyalty. It’s a decision that dictates:
- Your Profit Margins: An efficient factory with strong supply chain relationships minimizes waste and secures better material costs, directly protecting your bottom line.
- Your Brand Reputation: Consistent quality, accurate sizing, and durable construction are the bedrock of customer trust. A single bad batch can generate negative reviews that last for years.
- Your Ability to Scale: A partner with robust production capacity and proven logistics can grow with you, taking you from an initial order of 1,000 pieces to 100,000 without compromising quality or timelines.
The role of a manufacturer in 2026
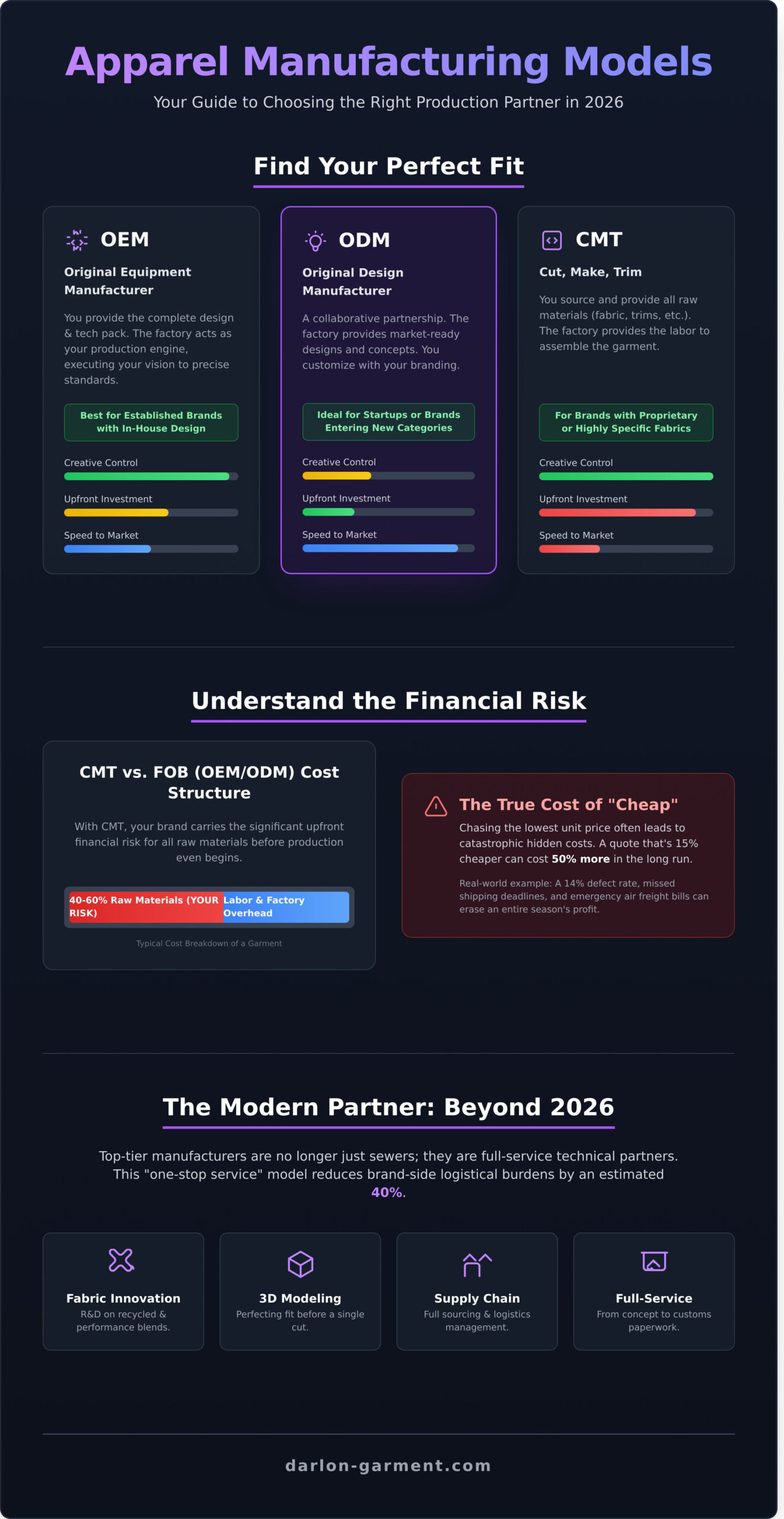
The function of top-tier clothing manufacturers has evolved far beyond simple sewing. By 2026, the expectation is for a full-service technical partnership. We’re no longer just executing tech packs; we’re providing R&D on recycled textiles, innovating new moisture-wicking fabric blends, and using 3D modeling to perfect fit before a single yard of fabric is cut. This “one-stop service” model, where we manage everything from material sourcing to final customs paperwork, is now essential in the global clothing industry as it reduces logistical burdens on the brand by an estimated 40%.
Why “cheap” often costs you more in the long run
I’ve personally witnessed new brands fail because they chased the lowest possible unit price. A quote that seems 15% cheaper can end up costing 50% more when you factor in the hidden expenses. I once consulted a startup that saved $0.75 per unit with a new factory, only to be hit with a 14% defect rate, two missed shipping deadlines, and an emergency air freight bill that erased their entire seasonal profit. True value isn’t in the unit price; it’s in reliability, technical mastery, and a partner who upholds your quality standards as if they were their own.
OEM vs. ODM vs. CMT: Finding the right manufacturing model
Selecting the right production model is one of the most critical decisions you’ll make. It dictates your level of creative control, your upfront financial investment, and the speed at which you can bring products to market. I’ll break down the three primary ways you can work with a factory today, based on my 20+ years of experience in this industry.
- OEM (Original Equipment Manufacturer): This is the most common model for established brands. You provide the complete technical specifications and designs, and we provide the production muscle. You own the intellectual property; we execute your vision to precise standards.
- ODM (Original Design Manufacturer): Think of this as a collaborative partnership. Our in-house design teams present you with concepts, styles, and fabric options based on current market trends. You select a base design, customize it with your branding, and we handle the rest. It’s an accelerator for brands needing creative support.
- CMT (Cut, Make, Trim) vs. FOB (Free on Board): This isn’t a separate model but a critical distinction in sourcing. CMT means you, the brand, purchase and deliver all the raw materials (fabric, buttons, zippers) to the factory. We only provide the labor. With FOB, the factory sources everything. This simple choice determines who carries the significant financial risk of the raw materials.
Choosing based on your brand’s maturity
Your company’s stage of growth heavily influences the best-fit model. I recommend CMT almost exclusively for designers who are obsessed with a specific, often proprietary, fabric. If your entire brand identity is built around a custom-milled textile you developed, CMT gives you 100% control over that core component. For most scaling brands, however, OEM provides the ideal balance of control and efficiency. OEM models like the one-stop service we provide at Dar Lon Garment allow you to focus on design and marketing while we manage the complex production supply chain. ODM becomes a powerful tool when you’re looking to enter a new category quickly, say, a swimwear brand launching a complementary line of resort wear for the first time.
The financial implications of each model
Your choice directly impacts your cash flow and risk profile. With CMT, you’re fronting the capital for all raw materials, which can represent 40-60% of the garment’s total cost. This significantly increases your upfront investment and inventory risk before a single item is even sewn. The FOB model, which is standard for our OEM and ODM services, bundles all material costs into the final per-unit price. We assume the risk of fabric sourcing, quality control, and potential defects. This structure is detailed in the broader Apparel and Textiles Industry Overview, which distinguishes between textile production and apparel assembly. By consolidating these two stages, FOB simplifies your accounting and protects your capital.
Bulk apparel manufacturing fees also scale differently. A 1,000-unit order might have a FOB price of $12 per unit, but increasing that to 10,000 units could lower the price to $9, a 25% cost reduction. For international brands, I believe the “one-stop” FOB model is unequivocally the most efficient. It streamlines communication, consolidates accountability, and allows you to work with experienced clothing manufacturers who can leverage their purchasing power to secure better material pricing than a smaller brand ever could alone.
5 Crucial factors I use to evaluate a factory’s true capability
When I walk into a potential partner’s facility, I don’t just count the sewing machines. Any workshop can buy equipment. I’m looking for something deeper: the integrated systems that turn a collection of machines into a high-performance production engine. It’s the difference between a factory that just follows orders and a partner that elevates your product. My evaluation process focuses on the technology, the supply chain intelligence, and the quality assurance frameworks that define the best clothing manufacturers in the market today.
A factory’s real value is revealed in its specialized technology. For performance-driven apparel like swimwear and activewear, standard overlock machines aren’t enough. I look for automated fabric spreaders and laser cutters that ensure every pattern piece is cut with less than a 2mm tolerance. This precision is non-negotiable for complex, multi-panel garments. Automatic sewing lines for repetitive tasks, like attaching waistbands, guarantee a level of consistency that human hands can’t replicate over a 10,000-unit run. These aren’t just fancy gadgets; they are investments in quality and efficiency.
From my experience, the reliability of these automated systems is directly tied to the quality of their internal parts, like their pneumatic components. For those interested in the engineering that drives a high-performance factory, you can visit VidoAir to learn about the kind of industrial hardware involved.
Technical mastery and innovation
I always check for a factory’s investment in next-generation techniques like seamless garment construction and thermal bonding. These methods eliminate bulky stitches, which is critical for comfort in sleepwear and performance in activewear. Furthermore, handling advanced materials like Nuyarn, a high-performance merino wool, requires specialized machinery and operator training that over 90% of factories simply don’t have. This expertise is what allows us to produce truly innovative apparel. It’s this technology that ensures a size 10 garment ordered in January is identical to one produced in June, maintaining perfect grade rules every single time.
A factory’s fabric sourcing network is just as vital as its sewing floor. A manufacturer with weak mill relationships is a liability. I need a partner with a robust, pre-vetted network of fabric suppliers across Asia. This means they can source a specific recycled nylon with 4-way stretch and a GRS certificate in weeks, not months. A strong network gives us access to better pricing, lower minimum order quantities (MOQs), and first look at innovative textiles. Without this, you’re just a sewing service, not a one-stop production solution.
Finally, I rigorously vet the quality assurance (QA) process. A simple final inspection is a red flag. True quality control is integrated into every single stage. I look for a documented process that includes:
- Fabric Inspection: A 4-point system check upon fabric arrival to catch defects before a single cut is made.
- In-Line Audits: Supervisors checking stitch quality and measurements mid-production, not just at the end.
- Final AQL Check: A final random inspection based on the AQL 2.5 standard, an internationally recognized benchmark for quality.
Sustainability and ethical standards
By 2026, I believe the definition of a “quality” garment will fully encompass its ethical and environmental footprint. It’s not an add-on; it’s a core requirement. When evaluating clothing manufacturers, I demand transparency. This means looking for current and valid certifications that prove their commitment. Key credentials I verify include OEKO-TEX STANDARD 100 to ensure no harmful substances, GOTS for organic fibers, and a BSCI or SA8000 audit for social compliance and fair labor practices. A modern factory must also demonstrate resource efficiency, such as using advanced CAD systems to achieve fabric utilization rates above 95% and installing servo motors that cut machine energy use by 70%.
From Tech Pack to Bulk Delivery: The production timeline
I’ll walk you through my entire production process, from a simple design file to thousands of units ready for your warehouse. Understanding this logical flow is the best way to manage expectations and prevent costly delays. My system is built on decades of refinement and is organized into four clear phases to ensure nothing is missed.
- Phase 1: The Tech Pack and Initial Consultation. This is your product’s blueprint. A detailed tech pack containing precise measurements, fabric specifications, and construction notes is the non-negotiable foundation for our work together.
- Phase 2: Prototyping and Sampling. This is where I help turn your digital design into a physical garment. It’s a critical, hands-on stage where we refine the fit, test the construction, and make essential adjustments before committing to a full run.
- Phase 3: Material Sourcing and Lab Dips. We lock in your exact fabric and get your custom colors approved. A lab dip is a small swatch of your chosen fabric dyed to match your specified Pantone color, guaranteeing color consistency across a production run of 10,000 pieces or more.
- Phase 4: Bulk Production and Quality Audits. Once the final sample is approved, my teams begin full-scale manufacturing. We conduct a final AQL 2.5 quality audit before a single box leaves the factory.
This phase concludes with packaging, a critical step for protecting the final product. In high-volume manufacturing, this often involves automated systems, and for those needs, industrial specialists like Choice Bagging Equipment provide the necessary machinery to prepare goods for shipment.
The sample phase: Your last chance to get it right
I insist on physical samples because a 3D render can’t show you how a 4-way stretch recycled nylon drapes or how a flatlock seam feels against the skin. For feedback, precision is key. Instead of “the fit is off,” provide instructions like, “reduce the armhole opening by 1.5 cm.” This is the kind of actionable data my pattern makers use to perfect your garment. You’ll approve three main samples: the Proto Sample (first version), the Size Set (to verify grading), and the final Pre-Production (PP) Sample, which serves as the gold standard for the bulk order.
This back-and-forth process with samples also highlights the importance of reliable shipping and tracking. Once you move to production and sales, this becomes even more critical. For a detailed breakdown of how to manage package tracking, the guide from Linemark is an excellent resource for any brand shipping products.
Managing lead times and logistics
For 2026, a realistic bulk production timeline is 60-90 days after you approve the final PP sample. When planning your launch, you must also factor in logistics. Ocean freight to the Port of Los Angeles averages 25-35 days, with customs clearance adding another 5-10 days. For a holiday launch, you need to approve your final sample by July 1st at the latest. Unlike some clothing manufacturers who go silent during production, my team provides weekly progress reports with photos from the line. It’s how I ensure complete transparency from start to finish.
Ready to map out a production timeline for your collection? Let’s start building your tech pack today.
Why I believe Vietnam is the global hub for performance apparel
Over the past two decades, I’ve had a front-row seat to the massive shifts in the global apparel supply chain. I’ve watched production move from one country to another, often just chasing lower costs. But the shift I’m seeing now is fundamentally different. It’s a strategic move toward value, technical precision, and stability. From my direct experience on the factory floor, I can tell you that Vietnam is leading this new era, especially for complex performance apparel.
Brands are moving production here not just for competitive pricing, but for a level of engineering and execution that has become difficult to find elsewhere. The country has cultivated a unique ecosystem that other nations struggle to replicate. It’s a powerful combination of key factors:
- A Highly Skilled Workforce: Vietnam has a long heritage in textiles, creating a deep talent pool with generational expertise in garment construction. This isn’t just about assembly; it’s about craft and an intuitive understanding of fabric and fit.
- Investment in Advanced Technology: The top factories here have invested heavily in automation and modern machinery. This leapfrogs older manufacturing hubs that are often slow to upgrade their infrastructure, giving us a distinct advantage in precision.
- Strategic Trade Access: Free trade agreements like the EVFTA (EU-Vietnam Free Trade Agreement) and the CPTPP provide brands in Europe, Canada, and other member nations a significant financial edge through reduced or eliminated tariffs.
Part of succeeding in this region is appreciating the deep-rooted culture of quality that extends beyond the factory floor—a principle you see everywhere. For instance, after a week of intense factory evaluations in Vietnam, finding a place that embodies this same commitment to excellence, like the renowned Baan Dum Oceanfront Seafood in nearby Thailand, serves as a powerful reminder of what true craftsmanship looks like. This is the dedication we strive to bring into every garment.
This is the environment where Dar Lon Garment thrives. We are a direct reflection of Vietnam’s evolution. We’ve built our reputation by being one of the few clothing manufacturers capable of delivering the microscopic precision required for high-performance activewear, swimwear, and technical lifestyle apparel. It’s a world away from simply stitching basic garments. We engineer products with complex fabrications, intricate seam work, and a zero-tolerance policy for error.
The Dar Lon advantage in sportswear and activewear
I take immense pride in our team’s ability to tackle the most demanding projects. We specialize in items other factories often turn away, like multi-layered performance wool or bonded swimwear that requires absolute accuracy. Our facility in Chon Thanh, for example, uses advanced laser cutting technology, ensuring every panel is cut perfectly before it ever reaches a sewing machine. This is how we become the silent backbone for your brand’s success, guaranteeing quality from the very first step.
Building your future with a partner you trust
My goal isn’t to secure a single, one-off order. I want to help you build a brand that lasts for generations. We have structured our entire operation to support you at every stage, seamlessly handling the transition from initial small-batch startup orders to full-scale, high-volume production runs. We understand the journey of growth because we’ve guided many brands through it. We are the partner that scales with you, ensuring consistency and quality every step of the way. Ready to scale your production? Reach out to me at Dar Lon Garment today.
Securing Your Production Partner for 2026 and Beyond
I’ve walked you through my process, from choosing the right manufacturing model to the 5 crucial factors I use to evaluate a factory. Ultimately, finding the best clothing manufacturers isn’t just about price; it’s about securing a strategic partner who understands your vision—a principle that applies to everything from supply chains to home security with specialists like AN Digital Lock. As we’ve seen, Vietnam has become a global center for performance apparel because of its commitment to technical excellence.
That’s why I recommend partners who invest in their craft. Here in Vietnam, Dar Lon Garment provides a genuine one-stop OEM/ODM solution, backed by advanced laser-cutting and automatic sewing technology. Their specialization in complex products, like Nuyarn performance wool and seamless garments, proves they have the technical mastery required for today’s market. They don’t just make clothes; they build quality from the fiber up.
If you’re ready to work with an expert team, Let’s talk about your next production run-Contact Dar Lon Garment here. Your brand’s future is waiting.
Frequently Asked Questions
How do I find a reliable clothing manufacturer for my startup?
I find the most reliable partners by attending major industry trade shows like Texworld Paris or the Sourcing at MAGIC event in Las Vegas. These events let you meet suppliers face-to-face and inspect their quality firsthand. I also recommend using online B2B platforms, but I always order samples from at least 3-5 potential factories before committing. Checking for certifications like WRAP or ISO 9001 is another critical step I always take.
What is the average MOQ for clothing manufacturers in Vietnam?
The average Minimum Order Quantity (MOQ) for most established manufacturers in Vietnam is typically between 500 to 1,000 pieces per style, per color. For startups, some smaller workshops might offer lower MOQs, around 200-300 pieces, but this often comes with a 15-20% price increase per unit. I’ve found that larger factories maintain higher MOQs to ensure production efficiency and access to better raw material pricing from their suppliers.
What should be included in a professional clothing tech pack?
I always make sure my professional tech pack includes a technical flat sketch with callouts, a complete bill of materials (BOM), and a detailed garment specification sheet. The spec sheet needs precise measurements for all points of measure (POM) and graded specs for your full size range. I also add construction details, like stitch type and SPI (stitches per inch), plus artwork files for prints and embroidery. For digital embroidery, this means providing specific design files, which can be developed in-house or sourced from high-quality online libraries like embroiderynsewing.com. A clear tech pack prevents about 90% of production errors.
How much does it cost to produce a clothing line from scratch?
I’ve seen brands budget anywhere from $10,000 to $50,000 to produce a small, 5-8 piece clothing line from scratch. This cost covers design, pattern making, sourcing, sampling, and the first production run. About 40% of the initial budget usually goes to the bulk production order. The final cost depends heavily on fabric choices, order quantity, and garment complexity; a printed silk dress will cost significantly more than a solid cotton t-shirt.
What is the difference between CMT and FOB manufacturing?
The main difference is who supplies the raw materials; I use CMT when I want to source my own fabric, and FOB when I want the factory to handle it. CMT stands for “Cut, Make, Trim,” where my brand provides all the fabric and the factory just handles production. FOB, or “Free on Board,” means the manufacturer sources all materials and manages production up to shipping. FOB is a more “one-stop” solution, which I find is often more efficient for overseas production.
How can I ensure my manufacturer follows ethical and sustainable practices?
I verify a manufacturer’s ethical practices by requesting third-party audit reports and certifications, such as WRAP, SA8000, or BSCI. These documents confirm fair labor conditions and safety standards. For sustainability, I look for certifications like GOTS for organic textiles or OEKO-TEX for non-toxic materials. I also ask for their specific water and energy reduction policies. A transparent partner will always provide this documentation, usually from within the last 12 months.
Can I visit a factory in Vietnam before starting production?
Yes, I absolutely recommend you visit a factory in Vietnam before committing to a production run. Most professional clothing manufacturers welcome planned visits from potential clients. It’s the best way for me to assess their operational capacity, quality control processes, and working conditions firsthand. A factory that hesitates or refuses a visit is a major red flag. I usually schedule my visits at least 3-4 weeks in advance to ensure key personnel are available.
What are the most common mistakes brands make when choosing a manufacturer?
The most common mistake I see is choosing a manufacturer based solely on the lowest price per unit. This often leads to poor quality, communication breakdowns, and missed deadlines. Another frequent error is providing an incomplete tech pack, which causes costly sampling revisions. I’ve learned that a strong partnership with reliable clothing manufacturers is far more valuable than saving a few cents on a garment. It’s about finding a partner, not just a supplier.