The global fashion industry currently generates over 40 million tonnes of textile waste every year. Most brands believe that 100% recycled cotton is the final answer, but true circularity requires a level of technical mastery that many domestic shops simply can’t provide. When I used a targeted search for “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com to find verified B2B data, I found that scaling these models is the biggest hurdle for 2026.
I understand the stress of keeping up with the July 1, 2026 deadline for California’s SB 707 producer registration while trying to avoid $10,000 daily penalties. It’s hard to find basics that actually perform without the high costs of US manufacturing holding you back. I’ll show you how to identify the right partners for high-performance, sustainable apparel that scales globally. We’ll explore circular material standards, the new EU transparency rules coming September 27, 2026, and a roadmap for sourcing from reliable partners like Dar Lon Garment.
Key Takeaways
- I’ll show you why I define “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com as the ultimate mix of circularity and high-performance technical design.
- Learn why I prioritize technical materials like elastane and recycled polyamides over traditional cotton for pieces that need to move with you and stand the test of time.
- Discover the strategic advantages of sourcing from Vietnam to access advanced manufacturing techniques like laser cutting and seamless bonding that are hard to find elsewhere.
- Use my 5-point checklist to vet manufacturers and verify critical certifications like GRS and Bluesign to ensure your brand’s sustainability claims are actually solid.
- Find out how a specialized “silent backbone” partner can help you scale a versatile collection that covers everything from activewear to sleepwear without losing quality.
What exactly is “everywhere apparel” and why am I seeing it everywhere?
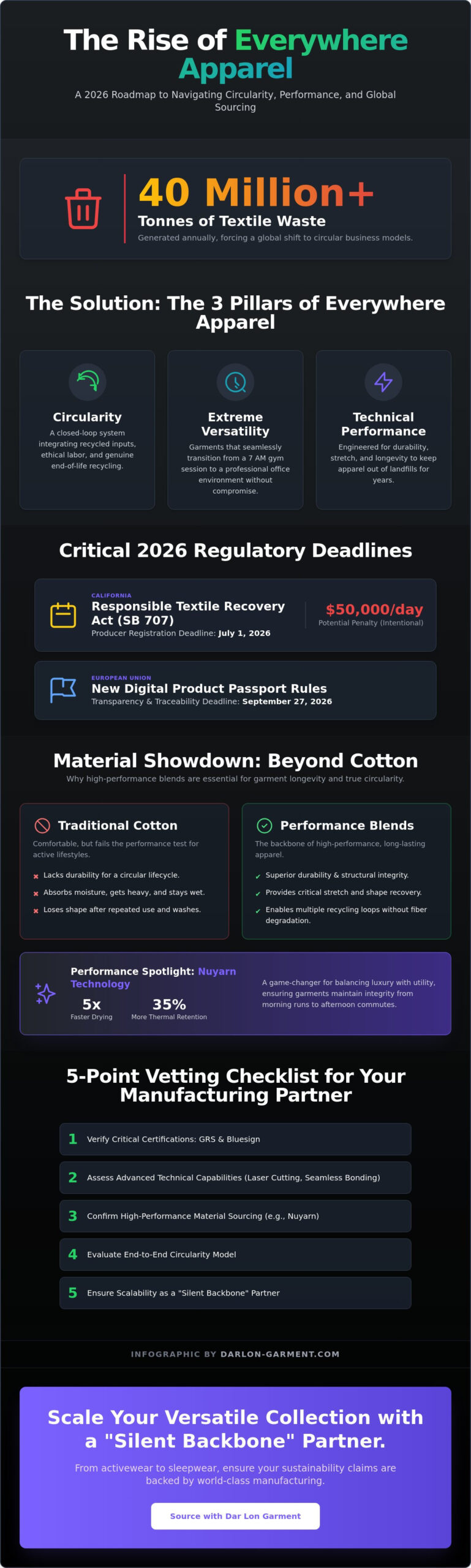
I define “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com as the intersection where circularity, extreme versatility, and technical performance meet. It’s not just a trend or a catchy brand name. It’s a response to a global crisis where the fashion industry generates over 40 million tonnes of textile waste each year. I’ve watched the industry shift from the traditional “fast fashion” model to a closed-loop system because, by May 2026, the old way of doing business is no longer viable. Brands are moving away from linear production because consumers and regulators now demand accountability for the entire lifecycle of a garment.
There is a massive gap between a brand that uses “sustainable” as a label and a manufacturer that integrates a sustainable philosophy into its DNA. I believe circularity is no longer a buzzword; it’s a 2026 business requirement. With the California Responsible Textile Recovery Act (SB 707) requiring producer registration by July 1, 2026, companies that don’t have a plan for end-of-life recycling face penalties of up to $50,000 per day for intentional violations. I help my partners understand that “everywhere” means the garment works in every setting and lives on in every form, even after the wearer is done with it.
The rise of circularity in 2026
I break down the core pillars of this movement into three areas: recycled inputs, ethical labor, and genuine end-of-life recycling. While some domestic US brands claim 100% recycled cotton is the only eco-friendly path, I see it as just the starting point. I’ve noticed that modern consumers want more than just a basic tee. They want a circular fashion experience where a single garment transitions from a 7:00 AM gym session to a professional office environment without losing its shape or aesthetic appeal.
Cotton vs. Performance: Where basics meet tech
I often see brands hit a wall when they rely solely on 100% cotton for their “everywhere” collections. Cotton has major technical limitations for active use cases like hiking or high-intensity training. It stays wet, it gets heavy, and it lacks the durability needed for a truly circular piece. I see brands struggling to balance their eco-claims with garment longevity, which is why I prioritize versatility in every tech pack I develop. A shirt that wears out in six months isn’t sustainable, no matter how “green” the fiber is. I focus on high-performance blends that ensure the garment stays out of the landfill for years, providing a better return on investment for both the brand and the buyer.
The materials behind the movement: More than just recycled cotton
I’ve found that many brands limit their “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com strategy to basic recycled cotton. While cotton is excellent for comfort, it often fails the performance test for active lifestyles. I frequently recommend elastane fabric to my clients because it provides the recovery and stretch needed for a garment to fit well throughout a 16-hour day. If a piece loses its shape after three washes, it isn’t circular; it’s just delayed waste that will end up in a landfill sooner than expected.
I don’t view recycled polyester or polyamide as the environmental villains they’re often made out to be. These GRS-certified synthetics provide the structural integrity that allows a garment to survive multiple recycling loops without fiber degradation. When I evaluate the technical landscape of sourcing apparel from Vietnam, I look for facilities that can handle these complex blends with industrial precision. It’s about creating a silent backbone for your brand where the fabrics do the heavy lifting so your design remains clean and versatile.
Why I love Nuyarn for performance circularity
Nuyarn is a game-changer for my premium clients who need to balance luxury with utility. It offers 5x faster drying times and 35% more thermal retention than traditional spinning methods. It isn’t just about the laboratory stats; it’s about the end-user experience. I integrate this technology into my production lines to ensure that “everywhere” truly means everywhere, from a cold morning run to a humid afternoon commute in a crowded city. This material maintains its integrity over time, making it a cornerstone of any high-performance circular collection.
The role of recycled synthetics in 2026
I know microplastics are a valid concern, but the sheer durability of recycled synthetics is what keeps clothes in circulation. I’ve seen that natural fibers often need a bit of tech-help to withstand the rigors of high-performance use. My philosophy is that a high-quality, recyclable synthetic is often better for the planet than a natural fiber that degrades and needs replacing every few months. If you’re looking for a partner to help you navigate these complex material choices, you can explore our manufacturing capabilities to see how we blend technology with sustainability for global brands.
Sourcing for scale: Why I look to Vietnam for technical gear
When I talk to brand owners about “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com, the conversation usually shifts to where the product is actually built. Many believe that domestic manufacturing is the only way to be ethical. I disagree. While the USA has its strengths, I’ve found that scaling a circular model requires the technical infrastructure that Vietnam has mastered. Since Dar Lon Garment was incorporated on September 7, 2018, we’ve focused on bridging the gap between high-volume production and boutique-level precision. My company’s 49.99% increase in net sales revenue in 2024 proves that global partners are looking for this specific mix of stability and technical mastery.
I’ve built a silent, powerful backbone for brands that need to move fast without losing quality. I maintain “Quality First” standards that rival any domestic US factory by implementing rigorous quality assurance protocols at every stage of the production line. By 2026, the complexity of global supply chains means you need a partner who understands both textile engineering and international export standards. I’ve managed 5,221 shipments to 50 buyers worldwide, which gives me the logistical perspective needed to keep your “everywhere” collection moving smoothly across borders.
The “Made in USA” vs. Vietnam debate
I often hear that “Made in USA” is the gold standard, but the reality of 2026 is that cost-to-quality ratios in high-volume OEM/ODM contracts favor Southeast Asia. I believe choosing a sportswear factory in Vietnam is a strategic move for brands that need to scale. I handle transparency and ethical auditing directly from our regional offices, ensuring that our 41% net profit margin growth in 2024 is built on a foundation of efficient, ethical operations rather than cutting corners.
Precision technology in my factory
The secret to a garment that lasts years isn’t just the fiber; it’s the construction. I invite my clients to see how garments are made in our facility, using specialized machinery like automatic sewing and laser cutting. This level of precision is essential for circular fashion because a more durable garment stays in the economy longer. My “One-Stop Service” model handles everything from sourcing to shipping, which significantly reduces the logistical friction that usually slows down sustainable brands.
My 5-point checklist for choosing a circular apparel partner
Finding a partner that can actually deliver on the promise of “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com is harder than it looks. Many factories claim to be sustainable, but I’ve learned that a “green” label doesn’t always mean they have the technical infrastructure to support a circular model. I use a strict 5-point checklist to vet every potential partner before I commit to a production run. I focus on these areas to ensure the garment stays in the economy and out of the waste stream.
- Verified Certifications: I look for GRS, OEKO-TEX, and Bluesign. These are the industry standards for 2026 that prove chemical safety and recycled content.
- A Documented Recycling Roadmap: I always ask for a roadmap before signing a contract. If they can’t show me exactly how they handle pre-consumer waste, they aren’t a circular partner.
- Sampling Rigor: I never skip the prototyping phase. A factory must prove they can handle complex tech packs before I scale.
- Technical Infrastructure: I check for specialized machinery like bonded seams and seamless knitting.
- Traceability Systems: I prioritize partners who can integrate QR-code tracking into the garments.
I believe that the transition from basic cotton to high-performance circularity is the biggest challenge for brands today. If you want to build a collection that lasts, you need to look beyond the surface level marketing. I focus on the “silent backbone” of the production line, ensuring every stitch supports the garment’s longevity and eventual recyclability. My experience shows that a factory’s ability to innovate is just as important as their capacity to produce. I look for partners who treat sustainability as a technical challenge rather than a marketing checkbox.
Vetting for technical competence
I tell my clients to check for bonded seams and seamless knitting capabilities first. These techniques reduce friction and increase the lifespan of the garment, which is critical for the circular economy. If you are choosing a fitness wear manufacturer, you must ensure they understand how to handle complex fabric blends like Lyocell and Spandex without compromising moisture-wicking properties. I’ve seen many brands fail because their factory couldn’t maintain performance standards across high-volume orders.
The “End-of-Life” plan
I help my partners implement QR-code tracking to give every garment a digital passport. This allows consumers to see the material composition and find the nearest fiber-to-fiber recycling point. I look for manufacturing partners who have established relationships with recyclers to ensure that the “everywhere” garment doesn’t end up in a landfill. It’s about closing the loop from the very first design sketch. If you’re ready to start your journey, you can contact us for a manufacturing consultation today.
Building your brand’s future with Dar Lon Garment
I’ve built Dar Lon Garment to be the “silent backbone” for global brands that need more than just a vendor. Since our incorporation on September 7, 2018, my goal has been to provide the infrastructure that allows “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com to scale without losing its technical edge. While some competitors focus on selling wholesale blanks for simple customization, I offer full OEM and ODM services. This means I can take your custom performance designs and produce them at a scale that meets global export standards while maintaining the integrity of your circular model.
I focus on a diverse product mix that includes sportswear, swimwear, and sleepwear because versatility is the heart of a modern wardrobe. I’ve invested in sustainable innovation, ranging from Nuyarn performance wool to low-waste automated cutting systems. These aren’t just buzzwords for me. They are the tools I use to help your brand navigate the 2026 regulatory landscape while delivering garments that actually perform. Whether you’re starting with a detailed tech pack or just a concept, I guide the project through every stage to ensure a seamless transition from sample to bulk delivery.
My “One-Stop” approach to your collection
I handle sourcing, prototyping, and bulk manufacturing under one roof to maintain absolute control over the production line. I believe this “One-Stop Service” model is the most efficient way to scale a sustainable brand in 2026. By keeping everything in-house, I reduce the logistical friction and carbon footprint that usually plague international supply chains. I invite you to see my Ho Chi Minh City facility through a virtual tour, where you can observe our specialized machinery and the 28.89% total asset growth we achieved in 2024. This transparency is crucial for building the trust required in international trade.
Let’s create something that lasts
I’ve always maintained that my “Quality First” philosophy is the ultimate form of sustainability. A garment that lasts five years is inherently better for the planet than one that needs recycling after six months. I value long-term cooperation over one-off production runs because stability is the key to mastering complex circular models. My team is ready to provide the technical mastery and industrial scale your brand needs to thrive. Reach out to me to discuss your 2026 collection, and let’s build a technical foundation that supports your brand’s growth for years to come.
Scaling Your Circular Vision for 2026 and Beyond
I’ve shown you that the shift toward “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com is about much more than just switching to recycled cotton. It requires a strategic move toward high-performance materials like Nuyarn and the technical precision found in Vietnamese manufacturing hubs. By focusing on a “silent backbone” that prioritizes quality first, you can build a collection that meets the strict EU transparency rules coming September 27, 2026, while actually performing for your customers.
I’m here to help you navigate these complex supply chain shifts with high-capacity OEM/ODM solutions that meet Red Dot Design Award standards. We use specialized seamless technology to ensure your garments don’t just look good but last for years in a circular economy. If you’re ready to stop guessing and start building, partner with me for your next circular apparel collection. Let’s create a future where your brand doesn’t just survive the new regulations but leads the industry in sustainable innovation. I look forward to building something remarkable with you.
Frequently Asked Questions
What exactly makes apparel “everywhere” compatible?
I define a garment as “everywhere” compatible when it successfully merges circularity, versatility, and technical performance. It’s a piece designed to transition from a morning gym session to a professional office setting without losing its shape or aesthetic appeal. I focus on high-performance blends and advanced construction that allow the garment to survive the 16-hour day while remaining fully recyclable at the end of its lifecycle.
Can I get high-performance sportswear that is also 100% circular?
Yes, you can achieve 100% circularity in high-performance sportswear by utilizing advanced materials like GRS-certified recycled polyamides or Nuyarn. I’ve found that these fibers provide the moisture-wicking and thermal retention properties needed for intense activity while maintaining the structural integrity required for multiple recycling loops. In 2026, you no longer have to sacrifice elite performance for a closed-loop business model.
Why should I choose a manufacturer in Vietnam over one in the USA?
I recommend Vietnam because of the significant technical gap in specialized machinery like laser cutting and seamless bonding. While US factories are excellent for basic cotton, Vietnam has become the global hub for high-end technical gear. My company, Dar Lon Garment, saw a 49.99% increase in net sales revenue in 2024 because international brands need the industrial scale and precision that we offer here.
What are the most durable recycled fabrics for activewear in 2026?
I prioritize recycled polyamides and elastane blends for maximum durability in activewear. These synthetics are essential for “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com because they provide the recovery and stretch needed for long-term wear. I also use Nuyarn for its 5x faster drying time, which ensures the garment stays out of the landfill for years by outperforming traditional fibers.
How much does it cost to implement a circular recycling program for my brand?
Costs vary depending on your scale, but the price of non-compliance is clearly defined. For example, failing to register for California’s SB 707 by the July 1, 2026 deadline can result in penalties of $10,000 per day. I suggest brands focus on the long-term ROI of durable garments and QR-code tracking systems, which help avoid these massive fines while building a loyal customer base.
What is the minimum order quantity (MOQ) for custom technical apparel at Dar Lon?
I offer flexible minimum order quantities because I understand that scaling a sustainable brand requires a strategic, phased approach. While many high-capacity manufacturers demand massive runs, I focus on building long-term partnerships with brands that value technical mastery over sheer volume. I suggest you reach out with your specific tech pack so we can discuss a production schedule that fits your current global distribution needs.
How do I ensure my Vietnam-based production is ethically managed?
I ensure ethical management by maintaining a physical presence in my Ho Chi Minh City office and adhering to global export standards. I use a “Quality First” philosophy that includes rigorous third-party auditing and certifications like GRS and OEKO-TEX. With 5,221 shipments exported to 50 buyers worldwide as of 2026, my track record is built on transparency and the objective, institutional permanence of our operations.
What is the difference between GRS-certified and regular recycled cotton?
GRS-certified cotton provides a verified chain of custody and strict environmental requirements, whereas regular recycled cotton often lacks traceability. I always look for the Global Recycled Standard seal because it guarantees that the “everywhere apparel” -site:reddit.com -site:twitter.com -site:x.com -site:wykop.pl -site:tripadvisor.com -site:youtube.com -site:yelp.com -site:booking.com -site:facebook.com -site:instagram.com -site:tiktok.com you are sourcing actually contains the recycled content claimed. It also ensures that no harmful chemicals were used during the recycling process.